A36 Sheet Metal Bend Radius

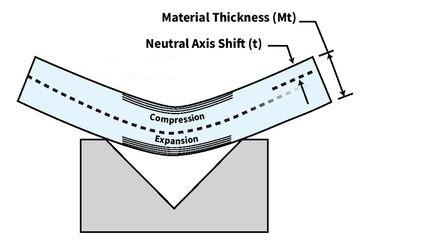
Minimum Versus Recommended Inside Bend Radius

Bend Deduction Sheetmetal Me
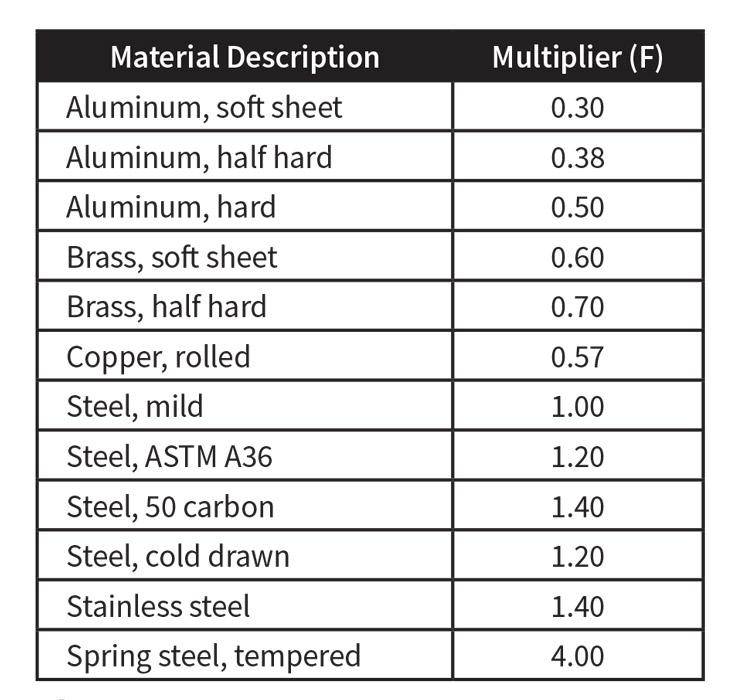
K Factors Y Factors And Press Brake Bending Precision

Bending Basics The Hows And Whys Of Springback And Springforward

This Is A Simple Calculator To Help You Calculate Bend Deductions And To Help You Reverse Engineer The Best Sheet Metal Metal Bending Sheet Metal Fabrication
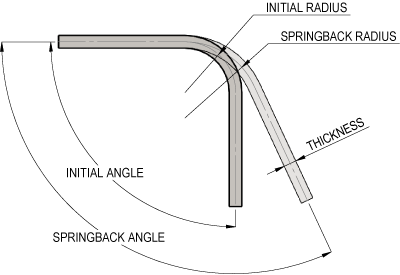
Springback Calculator

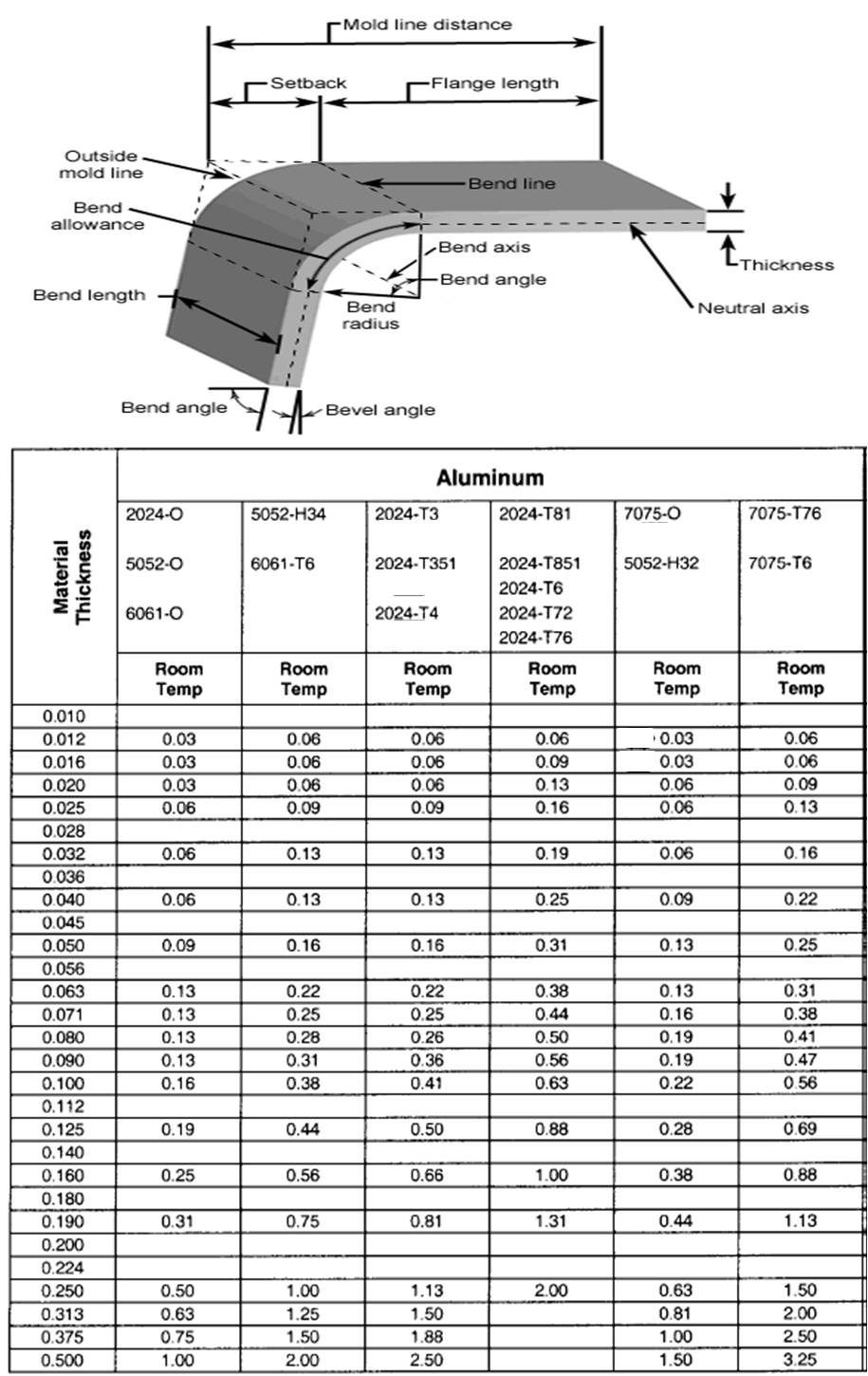
The bend radii listed are standard minimum if manufacturing for aircraft and aerospace applications.
A36 sheet metal bend radius.

K Factor Sheetmetal Me

Bending Basics The Fundamentals Of Heavy Bending

Sheet Metal Bend Design Equations And Calculation Engineers Edge Sheet Metal Metal Bending Sheet Metal Work

Calculate K Factor Bend Allowance And Y Factor For Sheet Metal Bending Gasparini Industries
What Makes An Air Bend Sharp On The Press Brake

Sheet Metal Bending Gif 480 371 Pixels Sheet Metal Sheet Metal Work Metal Bending

Bending Metalworking Wikipedia

Sheet Metal Forming Sheet Metal Fabrication Sheet Metal Metal Forming

Sheet Metal Bending Bending Definitions Metal Bending Sheet Metal Sheet Metal Fabrication
Chapter 19 Bending Straightening Metal Arts Press

Sheet Metal Forming Metal Forming Sheet Metal Tensile

Press Brake Allowance Chart Press Brake Allowance Chart Welding And Fabrication
About Y Factor And K Factor

Avt 206 A P P2 Developing Sheet Metal Flats The Math Behind The Bends Youtube Welding Projects Welding Metal Working
Aluminum Plate Minimum Bend Radius Aluminum Plate
What Makes An Air Bend Sharp On The Press Brake Harsle Machine

Press Brake Attachment By Graham Gott Homemade H Frame Press Attachment Machined From A36 Steel And Tgp Ro Press Brake Metal Bending Tools Sheet Metal Tools

Bending Springback Calculator Sheet Metal Metal Forming Metal Working Projects
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcsiwqlcghpj4cp Mrtny4ounzafwlrd6vjaeues Dirhnv3qle4 Usqp Cau

What Does Hose Bend Radius Mean Hose Plumbing Techniques

Swag 12 Ton Press Brake Diy Builder Kit Press Brake Fabrication Tools Bottle Jacks

Making A Radius Bending Fixture For Sheetmetal Youtube Metal Bending Tools Metal Bending Metal Shaping

Press Brake Square Bend Deductions Sheet Metal Work Press Brake Metal Bending

Shop Press By Krugford Homemade Shop Press Constructed From 6 C Channel Features Sleeved Cross Pins A Cylin Shop Press Metal Workshop Metal Bending Tools
Source : pinterest.com
